Broca Bit
Broca Bit
corte
Causa
No processo de corte de metal, a broca helicoidal corta a camada de metal na peça de trabalho e, ao mesmo tempo, a peça de trabalho e os cavacos atuam na broca de torção , fazendo com que a broca helicoidal desapareça. O desgaste normal é inevitável, mas o desgaste anormal não é aceitável. Tal como desgaste anormal na parte de canto da broca helicoidal, Agora, a PURROS Machinery irá enumerar estas questões e como resolvê-las.  Continue reading
Continue reading
Na produção, o lascando da broca de torção de extremidade de canto aconteceu muitas vezes. Por causa do material da broca, do gabarito solto, da dureza irregular do material da peça de trabalho, da velocidade de alimentação inadequada, do líquido refrigerante inadequado, do ângulo de alívio muito pequeno ou do bit exaurido, etc. Situação 1:  Continue reading
Continue reading
Durante a operação de perfuração, os problemas com as brocas quebradas são freqüentemente encontrados. Agora, a PURROS Machinery lista as soluções de quebras de perfuração conforme abaixo:
Quebra de broca e soluções

| Tipo de ferramentas de corte | H12 | H11 | H10 | H9 | H8 | H7 | H6 | H5 |
| HHS | x | x | ||||||
| Broca HHSEnlarging | x | x | ||||||
| Broca de metal duro para solda a ponto | x | x | ||||||
| Broca de Metal Duro | x | x | x | |||||
| Broca de flauta reta de metal duro | x | x | ||||||
| Broca de 3-flautas de metal duro | x | x | ||||||
| Broca de Armas | x | x | x | |||||
| Alargador | x | x | x | |||||
| Broca de ampliação PCD | x | x | ||||||
| PCD Reamer | x | x |
(Fabricado por: Purros Machinery Co., Ltd. )
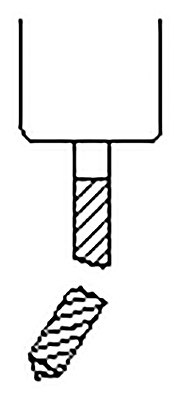
Negativo Chamfering
Passo 1: Afiando a face maior do flanco, ao mesmo tempo, afiando o ângulo de alívio dos lábios; Passo 2: Afiando a face do flanco menor, ao mesmo tempo, afiando o ângulo de alívio final; Passo 3: Afiando a face falsa, ao mesmo tempo, afiando o ângulo do ponto; Passo 4: Afiação permaneceu rostos e a ponta;
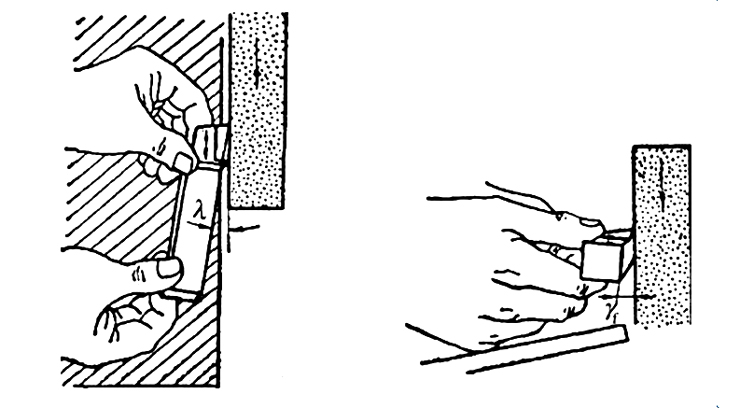
Agora, a PURROS Machinery usa o cortador de liga de metal duro para desbaste como exemplo, para ilustrar o método de afiação da ferramenta de corte . 1. Afiando ásperas a face maior do flanco e a face menor do flanco , ao mesmo tempo, o ângulo principal de declinação, o ângulo maior do relevo do lábio, o menor ângulo de declinação e o menor ângulo de alívio do lábio também foram afiados. O ângulo de maior ângulo de alívio do lábio e menor ângulo de alívio do lábio por afiação áspera deve ser maior do que o solicitado. Exibir Figura:
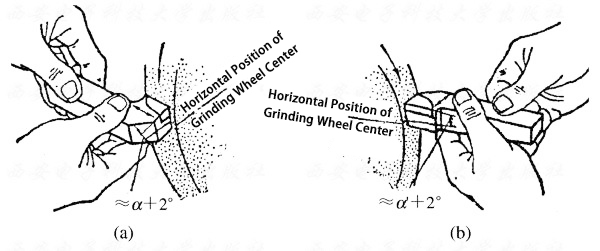
Ângulo de alívio de lábio de Shank
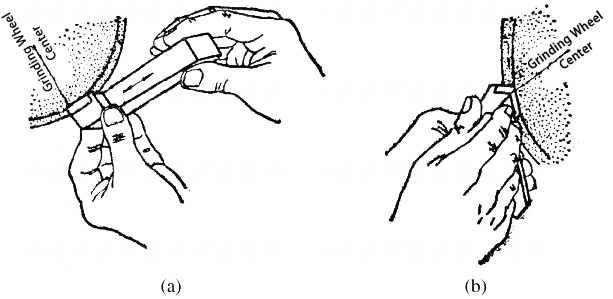
Rough Sharpening Flute
As Notas de Torno Nivelamento