Você está procurando o tamanho da broca métrica ? Aqui está uma introdução detalhada. Esperamos poder ajudar você. Se você tiver um problema com a broca, você também pode usar a nossa máquina de moer broca para consertá-la. O tamanho de várias brocas pode ser reparado por máquinas de trituração correspondentes.  Os tamanhos das brocas métricas definem o diâmetro do bit em termos de comprimentos métricos padrão. Organizações de padrões definem conjuntos de tamanhos que são convencionalmente fabricados e estocados. Por exemplo, o British Standard BS 328 define tamanhos de 0,2 mm a 25,0 mm. Continue reading
Os tamanhos das brocas métricas definem o diâmetro do bit em termos de comprimentos métricos padrão. Organizações de padrões definem conjuntos de tamanhos que são convencionalmente fabricados e estocados. Por exemplo, o British Standard BS 328 define tamanhos de 0,2 mm a 25,0 mm. Continue reading
Tag Archives: broca de torção
Brocas para madeira: Brocas para lábios e dentes
As brocas de ponta e de ponta estão geralmente prontamente disponíveis em tamanhos de 3-16 mm (0,12 a 0,63 in).

Brocas de ponta e de ponta
Brocas de metal são usadas em centros de furos
 Muitas brocas inteiriças de carboneto sólido não precisam ser usadas em conjunto com uma broca de ponta ou uma broca de instalação, pois as brocas de metal duro são especialmente desenvolvidas para iniciar sua própria abertura. Geralmente, a exploração da área certamente criará uma falha inicial do pouco de metal duro, bem como uma perda específica de qualidade superior de abertura. Se for considerado essencial chanfrar uma abertura com um local ou instalação perfurar um pouco quando uma broca de metal duro é usada, é a melhor técnica para fazê-lo após a abertura ser perfurada. Quando a broca de metal duro que tem o revestimento é esmerilada , a película de revestimento terá desaparecido. Enquanto o acima é um típico uso de brocas centrais, é um método praticamente impreciso e também não deve ser pensado para uso de fabricação. O dispositivo adequado para iniciar uma abertura geralmente perfurada (uma abertura perfurada por uma broca rotativa de aço de alta velocidade (HSS)) é uma broca spotting (ou uma broca spot , como são referenciadas nos Estados Unidos). O ângulo da broca manchado precisa coincidir como, ou acima, da broca padrão para garantir que a broca irá certamente começar depois, sem ansiedade desnecessária nas bordas do pedacinho, o que certamente provocaria uma falha prematura da broca. pouco e também uma perda de abertura de alta qualidade. Brocas rotativas padrão podem ter a tendência de se desviar quando iniciadas em uma área de superfície não realmente preparada. Assim que um programa um pouco perdido, é difícil trazê-lo de volta para a instalação. Uma broca de instalações regularmente fornece um fator de início acessível, pois é breve, assim como, consequentemente, tem uma propensão reduzida para se desviar quando a perfuração é iniciada. Quando se perfura com uma broca de mão, a versatilidade da broca não é o principal recurso de imprecisão – são as mãos do cliente. Consequentemente, para tais procedimentos, uma greve de instalação é tipicamente usada para identificar a instalação de abertura antes de perfurar uma abertura de piloto.
Muitas brocas inteiriças de carboneto sólido não precisam ser usadas em conjunto com uma broca de ponta ou uma broca de instalação, pois as brocas de metal duro são especialmente desenvolvidas para iniciar sua própria abertura. Geralmente, a exploração da área certamente criará uma falha inicial do pouco de metal duro, bem como uma perda específica de qualidade superior de abertura. Se for considerado essencial chanfrar uma abertura com um local ou instalação perfurar um pouco quando uma broca de metal duro é usada, é a melhor técnica para fazê-lo após a abertura ser perfurada. Quando a broca de metal duro que tem o revestimento é esmerilada , a película de revestimento terá desaparecido. Enquanto o acima é um típico uso de brocas centrais, é um método praticamente impreciso e também não deve ser pensado para uso de fabricação. O dispositivo adequado para iniciar uma abertura geralmente perfurada (uma abertura perfurada por uma broca rotativa de aço de alta velocidade (HSS)) é uma broca spotting (ou uma broca spot , como são referenciadas nos Estados Unidos). O ângulo da broca manchado precisa coincidir como, ou acima, da broca padrão para garantir que a broca irá certamente começar depois, sem ansiedade desnecessária nas bordas do pedacinho, o que certamente provocaria uma falha prematura da broca. pouco e também uma perda de abertura de alta qualidade. Brocas rotativas padrão podem ter a tendência de se desviar quando iniciadas em uma área de superfície não realmente preparada. Assim que um programa um pouco perdido, é difícil trazê-lo de volta para a instalação. Uma broca de instalações regularmente fornece um fator de início acessível, pois é breve, assim como, consequentemente, tem uma propensão reduzida para se desviar quando a perfuração é iniciada. Quando se perfura com uma broca de mão, a versatilidade da broca não é o principal recurso de imprecisão – são as mãos do cliente. Consequentemente, para tais procedimentos, uma greve de instalação é tipicamente usada para identificar a instalação de abertura antes de perfurar uma abertura de piloto.
Afiação e rebarbação de brocas de torção
A precisão dimensional e a rugosidade superficial da perfuração e a eficiência da perfuração estão diretamente relacionadas à qualidade da afiação e rebarbação da broca helicoidal.
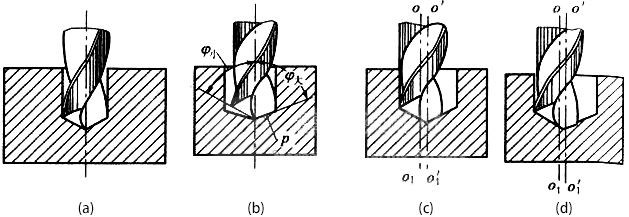
Figura 1: O impacto da trituração em usinagem
(a) Moagem Corretamente
(b) assimetria do ângulo de ponto
(c) comprimento diferente de moagem de cortador
(d) O ângulo de ponto e o corte são assimétricos
Desgaste anormal na parte de canto da broca helicoidal e soluções
No processo de corte de metal, a broca helicoidal corta a camada de metal na peça de trabalho e, ao mesmo tempo, a peça de trabalho e os cavacos atuam na broca de torção , fazendo com que a broca helicoidal desapareça. O desgaste normal é inevitável, mas o desgaste anormal não é aceitável. Tal como desgaste anormal na parte de canto da broca helicoidal, Agora, a PURROS Machinery irá enumerar estas questões e como resolvê-las.  Continue reading
Continue reading
A verificação da broca de torção padrão após a moagem
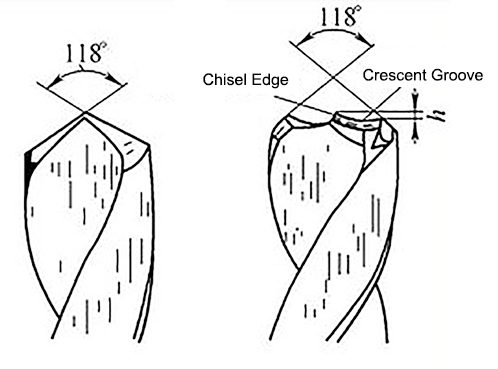
Passo 1: Verificar o ângulo do ponto (ângulo de corte do lábio) da broca de torção padrão está correto ou não, e se é simétrico com o eixo da broca de torção padrão? (O ângulo de ponto correto da broca de torção padrão é de ± 118 °, se for usado para perfurar materiais mais duros que o ângulo de ponto pode ser estendido para 120 °; se houver materiais mais macios, o ângulo de ponto deve ser menor do que antes. tenha em mente, não menor do que 90 °.) Passo 2: Para verificar o comprimento e a altura de dois principais lábios de corte (borda de corte maior) são consistentes. Porque a qualidade dos furos usinados é afetada pelo fato de o comprimento ser o mesmo. O método de verificação para a etapa 1 e etapa 2 é que: Coloque a parte cortante da broca helicoidal em posição vertical, mantenha a visão no nível horizontal e gire repetidamente em 180 °, onde está o eixo central da broca helicoidal padrão , para observar se o comprimento de dois grandes lábios de corte são iguais em rotação. É uma suposição que observar o comprimento de dois grandes lábios de corte no centro do eixo; Se os comprimentos dos dois grandes lábios de corte forem diferentes, o lado mais curto deverá ser triturado. Continue reading
Você sabe quantos tipos diferentes de brocas? (Classificação por Uso)
Classificação de brocas
Brocas vêm em uma ampla gama de formas e tamanhos e estão disponíveis em uma variedade de materiais e revestimentos. A maioria das operações de usinagem e ferramentas possui uma broca projetada especificamente para a tarefa. Aqui está uma rápida visão geral de vários tipos de brocas, materiais e tipos de design.
Classificação de Brocas por Use
As vantagens da Broca Torção Ordinária Ni Zhifu
Comparado com a broca de torção comum, as vantagens da Broca de Torção Ordinária Ni Zhifu .
Comparado com a broca helicoidal comum
Desempenho de corte e vantagens da broca de torção normal Ni Zhifu
Definição da broca de torção normal Ni Zhifu : Com base na broca de torção padrão, a peça de corte é triturada em uma broca de formato especial. A broca helicoidal padrão consiste em dois grandes lábios de corte (arestas de corte principais) e uma borda de cinzel. A fraqueza mais fatal é que o ângulo frontal negativo da borda do cinzel e o centro morto são maiores, levando as condições de corte a serem desfavoráveis. Ni Zhifu broca de torção comum é que moagem duas ranhuras crescentes simétricas com base na broca de torção padrão, formando a lâmina do arco e, em seguida, afiando duas bordas retas internas na borda cinzel e centro morto. Depois disso, com a borda do cinzel e as duas bordas retas originais, fazendo a broca padrão em “Três pontas de faca e sete pontas de faca”, que é a Broca de Torção Ordinária Ni Zhifu. Continue reading
Como escarear ou escarear furos por brocas de torção?
No trabalho atual, vamos encontrar alguns fenômenos especiais de usinagem, como a usinagem de um furo de maior diâmetro, ou a parte inferior do furo deve ser plana. Hoje, aqui nós introduzimos fresagem e countersinking, vamos lá.
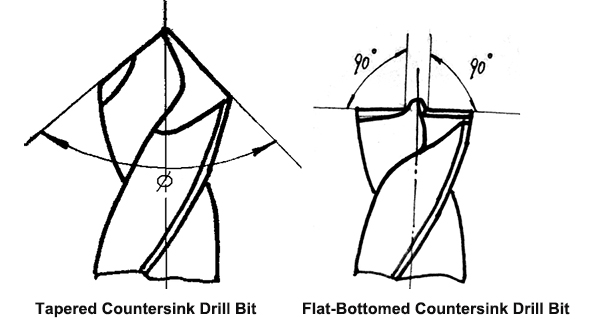
Os furos de escareamento geralmente envolvem o escareamento do furo de fundo chato e o escareamento do furo do contador cônico.








